Screen printing has been the answer for decades — and for good reason. It's the most proven method for bulk custom apparel, combining low cost-per-unit, exceptional durability, and vivid color output that competing methods consistently struggle to match at scale. This article breaks down the 10 concrete benefits that make it the go-to choice for organizations of any size.
Key Takeaways
- Screen printing offers the lowest cost-per-unit for orders of 24+ pieces, with savings deepening as volume grows
- Plastisol and water-based inks bond directly to fabric, producing prints that resist laundering far better than heat transfer alternatives
- Automatic presses produce 400–500 multicolor prints per hour, making large runs fast and consistent
- Unlock specialty effects — puff, metallic, glitter, glow, and reflective inks — that no other printing method can replicate
- Branded T-shirts average 3,500 lifetime impressions at roughly 1/3 cent each, per ASI's 2026 Ad Impressions Study
What Is Screen Printing for Custom Apparel?
Screen printing is a stencil-based process where ink is pushed through a tensioned mesh screen onto fabric. Each color in a design requires its own screen, and a squeegee forces ink through the open mesh in layers — building the finished design directly onto the garment.
The method works across a wide range of garment types and fabrics:
- T-shirts, hoodies, jackets, and hats
- Tote bags, aprons, and workwear
- Cotton, polyester, canvas, denim, and moisture-wicking blends
Each fabric type may require a specific ink system, but the core process stays the same.
Screen printing is as much a production system as it is a technique. Once screens are prepared and art is approved, the press runs with speed and consistency that one-off methods can't match — which is why businesses, sports teams, schools, and event organizers rely on it when professional results need to scale.
Benefits #1–3: Budget, Speed, and Scale
These three benefits matter most for anyone managing an apparel order with real constraints. They directly affect how much you spend, how fast you receive your order, and how easily you can scale up or reorder.
Benefit #1: Cost-Effective Bulk Pricing
Screen printing's economics work through a simple mechanic: setup costs are fixed, but they spread across every unit in the run. The more pieces you print, the lower the cost per garment.
Custom Ink notes that screen printing becomes most cost-effective around 48 pieces, where per-shirt cost can drop by nearly 50% compared to digital printing. Below that threshold, digital methods may hold an edge. Above it, screen printing pulls ahead, and the savings continue to widen as volume grows.
Key cost drivers to understand:
- Color count — each color requires a separate screen, adding to setup cost
- Garment quantity — more units = lower per-unit cost
- Fabric and ink type — specialty substrates or inks affect pricing
- Design complexity — simpler artwork reduces prep time
This is why screen printing makes sense for staff uniform orders, team kits, school spirit wear, and event merchandise — any situation where you're ordering 24 or more identical pieces.
Benefit #2: Fast Turnaround for Tight Deadlines
Once screens are prepared and art is locked, the press runs fast. Automatic presses produce 400–500 multicolor prints per hour, with high-volume operations exceeding 1,000 shirts per hour on a single machine.

That throughput matters when you have a deadline. Whether you're preparing for a corporate event next Friday or outfitting a new-hire class starting Monday, screen printing can meet timelines that other methods simply can't match.
Providers like Merlin Embroidery, based in La Mesa, CA, offer 5–10 day delivery on screen printing orders, compared to the industry standard of 2–3 weeks. Same-day options are also available for urgent needs.
Benefit #3: Scalability from Small Batches to Large Runs
Screen printing doesn't force you to choose between small and large. Most shops start accepting orders at 12–24 pieces — enough for a small team or department — and the same method scales to thousands of units without any change in process or quality.
Print consistency is built into the process. The 500th shirt in a run looks identical to the 5th — which matters when staff uniforms, team jerseys, or branded merch all need to look the same across the board.
Reorders are more efficient than first runs, too. When screens are retained on file, repeat orders skip much of the setup process, cutting both turnaround time and cost for organizations that order seasonally or on a recurring basis.
Benefits #4–7: Quality, Color, and Creative Freedom
These four benefits explain why screen-printed apparel outperforms competing decoration methods on quality, color accuracy, and versatility — and why it remains the standard for professional uniform and merchandise programs.
Benefit #4: Exceptional Durability and Wash Resistance
Screen printing inks — primarily plastisol — are heat-cured into the fabric at temperatures around 320°F for conventional systems. This curing process bonds the ink mechanically to the fibers rather than simply sitting on the surface, which is what makes the difference in durability.
Nazdar's DA Series screen inks are formulated to resist laundering, dry cleaning, and ironing across a range of fabrics including natural textiles, synthetics, and waterproof nylon. The critical variable is proper cure: ink that reaches the manufacturer's specified temperature threshold performs consistently over repeated washes. Ink that doesn't is a durability problem waiting to happen.
For garments worn multiple times per week — work uniforms, team jerseys, staff polos — that wash resistance is what justifies the investment. Proper cure is what separates a print that lasts two years from one that fades after ten washes.
KPIs this affects: garment lifespan, cost-per-wear, replacement frequency
Benefit #5: Vibrant, Opaque Colors on Any Fabric
Screen printing applies thick, high-pigment ink layers that produce colors noticeably brighter and more opaque than digital alternatives — particularly on dark fabrics. DTG printing uses water-based CMYK, which can struggle to achieve the same saturation on black or navy garments. Screen printing lays down an opaque base that makes colors pop regardless of the fabric's underlying color.
For brand color accuracy, that opacity is the deciding factor. Wilflex's Epic Rio plastisol system, widely used in professional screen printing, supports hundreds of Pantone-simulated colors — vibrant, opaque, and consistent across runs. Spot-color formulation gives organizations predictable results across different print runs, which matters every time you reorder and need an exact match.
Benefit #6: Specialty Inks and Texture Effects
Standard colors are just the starting point. Screen printing supports a range of specialty effects that other methods simply can't replicate:
| Ink Type | Effect | Common Use Case |
|---|---|---|
| Puff | Raised 3D texture | Athletic logos, premium streetwear |
| Metallic | Shimmering finish | Event merchandise, awards apparel |
| Glitter | Sparkle effect | Decorative and fan apparel |
| Glow/luminescent | Glows in the dark | Novelty, safety visibility |
| Reflective | High-visibility reflection | Construction crew, field workers |

These effects are confirmed across major ink manufacturers including Wilflex and Rutland. For a San Diego construction company outfitting a field crew, reflective inks on workwear polos aren't just decorative — they're functional. For a corporate gala, metallic ink elevates a branded hoodie into a polished, high-end branded item.
Benefit #7: Compatible with a Wide Range of Apparel
Screen printing works across cotton, polyester, cotton blends, canvas, denim, and moisture-wicking synthetics — though polyester requires specific ink systems to prevent dye migration, and coated fabrics like nylon need pretesting.
In practice, this means a single vendor can handle your full apparel program:
- T-shirts and hoodies for staff
- Hats and caps for promotional giveaways
- Jackets and outerwear for corporate programs
- Aprons and workwear for hospitality and field teams
- Bags and accessories for event merchandise
Merlin Embroidery serves clients across restaurants, healthcare, sports teams, schools, and corporate offices — often fulfilling multiple apparel categories for a single organization, which eliminates the coordination overhead of managing separate vendors.
Benefits #8–10: Brand, Team, and Business ROI
The first seven benefits are operational. These last three are strategic. They explain why organizations continue investing in screen-printed apparel season after season — and why the return compounds over time.
Benefit #8: Amplified Brand Visibility
A branded T-shirt doesn't stop working when the event ends. It generates impressions every time it's worn — at the grocery store, the gym, the school pickup line. ASI's 2026 Ad Impressions Study estimates a branded T-shirt produces approximately 3,500 lifetime impressions at a cost of roughly 1/3 cent per impression.
Every staff member, volunteer, or event attendee wearing your logo becomes a walking touchpoint — with zero additional ad spend required.
Screen-printed apparel works precisely because it keeps circulating. Trade show giveaways, sponsor kits, and staff uniforms all keep your logo in front of new audiences long after the initial print run is paid off.
Benefit #9: Team Unity and Professional Image
When a team wears matching, well-printed uniforms, customers read it as competence. A restaurant where servers wear clean, branded polos signals operational discipline. A sports team with sharp matching kits signals investment and seriousness.
A construction crew in uniform workwear signals professionalism to clients on-site. The effect is immediate — and it costs far less than most other ways to shape a first impression.
Internally, the effect is just as real. Uniforms reduce the social friction of "what do I wear" and build a visual sense of belonging — particularly for new hires joining a team culture for the first time.
Merlin Embroidery serves exactly these use cases: restaurant and hospitality staff, healthcare teams in branded scrubs, sports organizations across San Diego, and corporate offices outfitting both field and executive personnel.
Benefit #10: Long-Term ROI and Cost-Per-Wear Value
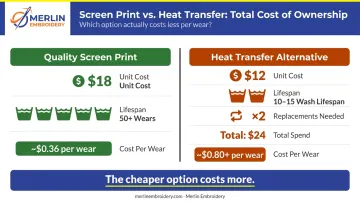
Most buyers focus on unit cost. The number that actually matters is cost per wear:
Durable screen-printed shirt:
- Cost: $18 per unit
- Worn 50+ times before meaningful degradation
- Cost per wear: ~$0.36
Lower-quality heat transfer alternative:
- Cost: $12 per unit
- Begins peeling or cracking after 10–15 washes, requiring replacement
- Two replacements = $24 total for the same wear period
- Cost per wear: ~$0.80+
The cheaper option costs more. That's the cost-per-wear argument, and it holds across every uniform program where garments get washed regularly. Quality screen printing, properly cured and cared for, outperforms alternatives on a per-use basis — and avoids the operational disruption of reordering degraded stock.
PPAI's Product Power 2026 research, which surveyed more than 5,000 U.S. respondents, found that 65% are very likely to keep a branded product for at least six months — underscoring that quality branded merchandise stays in circulation far longer than a single-use alternative.
What Happens When You Choose the Wrong Method
Selecting the wrong printing method has real operational consequences:
- DTG for large runs: Higher per-unit cost at volume makes a 200-piece event order significantly more expensive than screen printing
- Heat transfer for daily-wear uniforms: Surface-bonded transfers peel and crack under frequent washing — often within weeks for garments worn multiple times per week
- Too many colors on a short run: Every additional screen adds setup cost; a 6-color design on a 24-piece run can eliminate the cost advantage entirely
- Wrong ink system for polyester: Dye migration can discolor prints on synthetic fabrics if the ink system isn't matched to the fabric
Each of these scenarios carries downstream costs: reorders, budget overruns, and staff showing up in inconsistent or degraded uniforms. Those expenses rarely appear in the original quote, yet they consistently inflate total apparel spend when the wrong method is chosen upfront.
How to Get the Most Value from Screen Printing
A few decisions made early in the process determine whether you get full value from your print run:
- Keep your color count low. Each color requires a separate screen and adds to setup cost. Designs using 1–4 colors typically offer the best balance of visual impact and cost efficiency — bold contrast, simple artwork, predictable pricing.
- Match ink to fabric. Cotton and cotton-dominant blends offer the most straightforward ink adhesion. Polyester works but requires specific ink systems to prevent dye migration. Ask your provider before committing to a garment.
- Combine orders across departments. If three teams each need 30 shirts, a single 90-piece run unlocks lower per-unit costs that separate orders can't match.
- Set up for repeat orders. Repeat runs are faster and cheaper than first-time setups. Working with a local provider like Merlin Embroidery — serving San Diego and La Mesa for over 30 years — means your design files stay on file, setup preferences are already known, and future orders move through production faster.

Apply even two or three of these strategies and the savings compound — lower setup costs, faster turnarounds, and a print partner who already knows your brand.
Conclusion
Screen printing's 10 benefits cover the full range of what organizations actually need from a custom apparel program: cost control through bulk economics, fast production for tight timelines, wash-resistant durability, vivid brand color, creative specialty effects, and long-term ROI that compounds with every quality print run.
For businesses, teams, schools, and event organizers across San Diego, results depend on pairing the right print method with the right provider. Merlin Embroidery has handled custom apparel programs for over 30 years, from 12-piece first orders to multi-thousand-unit seasonal runs, with local expertise and established brand partnerships that ensure every project is matched to the right approach.
Ready to get started? Call Merlin Embroidery at +1 619-884-9712 or email merlinemb@gmail.com to discuss your next custom apparel order.
Frequently Asked Questions
How many colors can be used in a screen-printed design?
There's no strict limit, but each color requires a separate screen and adds to setup cost. Most practical designs use 1–6 colors — fewer, high-contrast colors typically produce the strongest results at the best price.
Is screen printing better than embroidery for custom apparel?
It depends on the application. Screen printing excels for large, flat designs with bold colors on t-shirts, hoodies, and bags, while embroidery offers a premium textured look better suited to logos on polos, hats, and outerwear. Many organizations use both methods across different garment types.
What is the minimum order quantity for screen printing?
Most shops require at least 12–24 pieces to make setup costs worthwhile. Merlin Embroidery handles orders from 12 to 12,000 garments, making it practical for both small department orders and large-scale uniform programs.
How long does screen-printed apparel last after washing?
Quality screen prints are built for durability through repeated washing. Longevity depends on proper curing during production and care during laundering — turning garments inside-out and washing in cold water extends print life significantly.
Can screen printing be done on dark-colored garments?
Yes. Screen printing works well on dark fabrics because thick, opaque ink layers sit visibly on the surface regardless of the underlying fabric color. This is one area where screen printing outperforms DTG printing, which can struggle to achieve vibrancy on black or navy garments.
How quickly can screen-printed apparel be delivered?
Turnaround times vary by provider and order complexity. Merlin Embroidery offers 5–10 day delivery — significantly faster than the industry standard of 2–3 weeks — with same-day options available for urgent needs. Call Merlin Embroidery at +1 619-884-9712 for a timeline specific to your order.