
Screen printing and digital printing are the two dominant methods for custom apparel—and they serve genuinely different purposes. Screen printing has been the industry standard for bulk orders for decades. Digital printing (DTG and DTF) has closed the gap significantly over the past 15 years, now offering photo-quality detail with no minimum quantities. Neither method is universally better. The right choice depends on your order size, design complexity, fabric, and how precisely your colors need to match.
This guide breaks down both methods clearly so you can make that call with confidence.
Key Takeaways
- Screen printing excels at large orders (24+ pieces), solid colors, and exact Pantone matching
- Digital printing (DTG/DTF) is ideal for small runs, photo-realistic artwork, and complex gradients
- Below 24 pieces, digital printing is more cost-effective; above that threshold, screen printing wins on price per unit
- Fabric type, order quantity, design complexity, and budget are the four deciding factors
- Choosing the wrong method for your order size or design can increase costs and reduce print quality
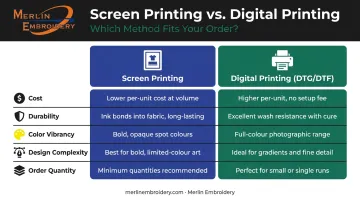
Screen Printing vs. Digital Printing: Quick Comparison
| Factor | Screen Printing | Digital Printing (DTG/DTF) |
|---|---|---|
| Cost | ~$30–$35/screen setup; lower per-unit cost at 24+ pieces | No setup fee; flat per-unit pricing at any quantity |
| Durability | Very durable; plastisol ink holds up through heavy washing | Good durability with proper care; may fade faster under heavy use |
| Color Vibrancy | Vivid, opaque; exact Pantone matching available | Great for gradients; water-based inks less opaque on dark shirts |
| Design Complexity | Best for bold, solid-color designs; one screen per color | Ideal for photos, fine detail, and gradients at no added cost |
| Order Quantity | Most economical at 24+ pieces | No minimum; same price for 1 or 100 shirts |
What Is Screen Printing?
Screen printing pushes ink through a mesh stencil—one color at a time—directly onto fabric. The stencil-based process traces its antecedents to Song Dynasty China (960–1279 AD), though the modern silkscreen method developed around 1900. Today it remains the industry standard for high-volume custom apparel.
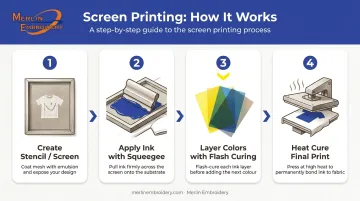
How the Process Works
- Create a stencil (screen) for each color in the design
- Apply ink through the screen using a squeegee
- Layer colors sequentially, with flash curing between layers
- Heat cure the final print to fuse the ink permanently
That curing step is what gives screen prints their durability. Plastisol ink—a PVC-based ink suspended in plasticizer—sits on top of the fabric as an opaque film rather than absorbing into the fibers. The result is bold, vivid color that holds up under repeated washing.
Key Advantages
- Pantone color matching through systems like Nazdar ColorStar, which generates precise mixing formulas for spot colors
- High opacity on both light and dark garments without relying on a white underbase for most colors
- Specialty ink options including metallic, puff, and glitter effects (confirm availability with your provider)
- Broad fabric compatibility across cotton, polyester blends, denim, and canvas
- Cost efficiency at scale—setup costs spread across larger runs, reducing the per-unit price substantially
Screen Printing Use Cases
Screen printing is the default choice for recurring, high-volume programs: restaurant staff uniforms, corporate polos, sports team jerseys, school event shirts, and promotional merchandise runs. If the same design prints across 24 or more identical garments, screen printing almost always delivers better value and superior visual results.
The method also extends well beyond t-shirts. Hoodies, hats, bags, activewear, safety wear, and aprons are all fair game. At Merlin Embroidery in La Mesa, those jobs run on a professional M&R automatic press built for the consistent output that corporate and event orders demand.
What Is Digital Printing?
Digital printing covers two related but distinct technologies: DTG (Direct-to-Garment) and DTF (Direct-to-Film). Both use inkjet-style machines to apply water-based inks, but the process and fabric compatibility differ.
DTG jets ink directly onto the garment. Dark fabrics require pretreatment—a bonding solution that helps pigment droplets adhere to cotton fibers—followed by heat curing to set the ink. Cotton is the safest fabric for DTG; polyester requires specialized pretreatment and generally produces less durable results.
DTF prints onto a film, applies hot-melt adhesive powder, cures the transfer, then heat-presses it onto the garment. This skips fabric pretreatment entirely and supports a broader range of materials, including polyester and nylon blends. Roland and Mimaki both launched dedicated DTF systems in 2023—a sign the format has moved well past niche status.
Key Advantages
- Order one shirt or one hundred — no minimum, same per-unit process
- Reproduces photography, smooth gradients, and unlimited colors without added cost
- Delivers near-zero variation across a run (the machine reads the same file every time)
- Sits lighter on the fabric than plastisol — ink bonds into fibers (DTG) or transfers as a thin film (DTF)
- Uses water-based inks that are non-toxic and generate less chemical waste than plastisol
Merlin Embroidery's Eco-Friendly Certified status reflects this same commitment — the water-based process aligns with how the shop operates across all digital print work.
Digital Printing Use Cases
Digital printing fits two main scenarios:
- Small batches — prototype runs, personalized gifts, limited-edition event shirts, or per-item customization (unique names, numbers) where there's no screen setup cost to offset
- Artwork-heavy designs — photography-based prints, intricate illustrations, tie-dye gradients, and designs with fine text or thin lines that screen stencils can't cleanly reproduce
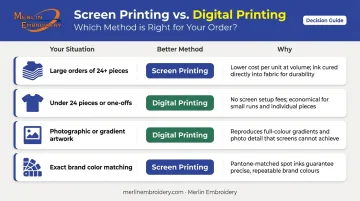
Which Printing Method Is Right for Your Project?
Rather than a theoretical comparison, here's how real buyer scenarios map to each method:
| Your Situation | Better Method | Why |
|---|---|---|
| 24+ pieces, same design | Screen printing | Per-unit cost drops sharply; withstands frequent commercial washing |
| Under 24 pieces or one-offs | Digital printing | No screen setup fees; no minimum to recover |
| Photographic or gradient artwork | Digital printing | Handles blended colors and fine detail without halftone compromise |
| Exact brand color matching | Screen printing | Nazdar's ColorStar system generates Pantone-matched plastisol formulas; digital approximates algorithmically |
A few notes on the table above. For scenario 4, Brother instructs DTG operators to print color charts directly on the garment and compare them visually with physical Pantone chips — there's no automatic match. That's why corporate logos with strict spot colors belong in screen printing, even at lower quantities.
One non-obvious rule: quantity alone shouldn't decide the method. A 100-shirt photographic design may still favor digital, while 20 shirts with strict corporate spot colors may justify screen setup. According to Apparelist's assessment of apparel decorating technology, more than 93% of commercial shops use at least two decoration methods—treating them as complementary rather than competing.
If your project sits at a crossroads — say, 30 shirts with a mixed photographic and logo design — Merlin Embroidery's team in La Mesa can walk through the specifics with you. They run screen printing in-house and have handled both small custom runs and large uniform orders across San Diego for over 30 years, so the recommendation you get is based on your actual artwork and quantity, not a default.
Conclusion
Screen printing delivers unmatched vibrancy, durability, and cost efficiency at scale. Digital printing offers flexibility, design fidelity, and accessibility for smaller or more complex orders. The right choice depends on your order size, artwork complexity, fabric type, and budget.
A quick reference before you finalize your order:
- Large orders (24+ pieces), bold artwork, dark shirts → Screen printing
- Small runs, photo-realistic designs, no minimums → Digital printing
- Mixed fabric types or stretch materials → Confirm ink compatibility first
- Tight deadlines → Ask about same-day or rush availability upfront
For corporate teams, schools, restaurants, and sports organizations that order branded apparel regularly, getting this call right before production starts prevents costly misprints and wasted budgets. The team at Merlin Embroidery has handled both methods for 30+ years across San Diego and La Mesa — they can look at your actual artwork and point you toward the option that works, not just the one that's quickest to quote.
Frequently Asked Questions
Is screen printing or digital printing better for custom t-shirts?
Neither is universally better. Screen printing is superior for large orders, solid colors, and exact Pantone matching, while digital printing is better for small runs, detailed artwork, and gradients. The right choice depends on your order size and design complexity. Both produce professional results when matched to the right project.
What lasts longer: digital (DTF) printing or screen printing?
Screen printing generally lasts longer due to its thick, heat-cured plastisol ink layer. DTF printing holds up well with proper care, but screen prints tend to maintain color vibrancy through heavier, repeated washing cycles.
What is the minimum order quantity for screen printing?
Most screen printing providers require a minimum—commonly 24 pieces—due to the cost of creating screens per color. Merlin Embroidery works with clients on a case-by-case basis and can accommodate smaller quantities. Contact them directly at +1 619-884-9712 for accurate minimums based on your specific project.
Can digital printing match exact Pantone colors?
Not reliably. Digital printing uses water-based inks that blend colors algorithmically, making exact Pantone matching difficult—especially on dark shirts where garment color can affect ink appearance. Screen printing with plastisol ink is the recommended method for precise brand color replication.
Which printing method works best on dark-colored shirts?
Screen printing performs better on dark shirts because plastisol ink is highly opaque and covers the fabric color effectively. Digital printing on dark shirts requires a white underbase layer, which can affect color accuracy and generally produces less vibrant results than a screen-printed equivalent.
Is digital printing more eco-friendly than screen printing?
Digital printing uses water-based, non-toxic inks and generates less chemical waste, making it the greener choice overall. That said, DTF printing still consumes film and adhesive powder, so the full environmental picture is more nuanced than ink type alone.


